Design, Construction and Maintenance of Concrete Pavements at the World’s Busiest Airport
January 1, 2013Technical Paper
W. Charles Greer, Jr., P.E.
AMEC Environment & Infrastructure, Inc., Alpharetta, GA, USA
Subash Reddy Kuchikulla
Materials Managers and Engineers, Inc., Atlanta, GA, USA
Kathryn Masters, P.E.
Hartsfield-Jackson Atlanta International Airport, Atlanta, GA, USA
John Rone, P.E.
Hartsfield-Jackson Atlanta International Airport, Atlanta, GA, USA
ABSTRACT
In 2011, Hartsfield-Jackson Atlanta International Airport (ATL) served more than 92 million passengers and experienced more than 923,000 aircraft operations. As the busiest airport in the world, its two main departure runways serve more than 200,000 departures per year. This paper presents the design, construction and maintenance procedures used at ATL over the last 40 years that have allowed economical, efficient, and timely service by the concrete runway, taxiway and apron pavements. The two departure runways have served almost double their original design lives with each serving more than 5 million departures. One of the runways (RW-8R) was replaced in 2006 at an age of 37 years. The other runway (RW-9L) continues to serve and is 38 years old. It is projected to serve several more years. Innovations in joint design including the elimination of keyways, concrete slabs dowelled on all four sides and slab geometry on taxiways to improve load placement of gears of heavy jets to reduce stresses and the attendant longitudinal joint cracking are discussed. Evaluation techniques for alkali-silica (ASR) distress and design improvements to reduce the impact of ASR are presented. The use of subsurface underdrain features have contributed to the extended life and excellent performance of the pavements. In addition, Pavement Management System techniques used to evaluate, maintain and extend the life of the two main departure runways to nearly double their original design lives are presented. The overall savings experienced by ATL just in capital costs for replacement of the two runways has been conservatively estimated to be more the 100 million dollars (US).
KEY WORDS: Concrete, pavement, design, evaluation, maintenance.
1 INTRODUCTION
Hartsfield-Jackson Atlanta International Airport (ATL) is the busiest airport in the world. Aircraft traffic ranges from small regional jets to large wide-bodied aircraft including the A- 380. Annual operations have grown from 500,000 in the 1970’s to 923,000 in 2011. Long life pavements with reliable performance are crucial to the economical, efficient and timely operation of the airport. Concrete pavements for ATL have been key to reliable performance for more than 40 years. Over this time frame, there have been numerous changes and advances in the design, evaluation, and maintenance of the airfield pavements at ATL. These have included the use of innovation in joint design with the elimination of keyways, concrete slabs dowelled on all four sides and slab geometry to improve placement of aircraft gear loads to reduce stresses and the attendant longitudinal joint cracking. The use of subsurface underdrains has shown to be very beneficial for reliable and extended good pavement performance. Alkali-silica reactivity (ASR) has also been identified, monitored and treated to extend the life of the pavements, both existing and new. One of the world’s most comprehensive airfield Pavement Management Systems with its genesis in 1984 has been developed and utilized to help provide reliable long life performance of the concrete pavements at ATL through improved analysis of the needs for repair versus replacement.
2 DESIGN, MAINTENANCE AND CONSTRUCTION ISSUES
Typical pavement sections have been 16 inches of concrete (650-psi flexural strength in thirdpoint loading) over 6 inches of cement treated base course (750 psi compressive strength at 7 days) over 6 inches of soil-cement (400 psi compressive strength at 7 days) over silty subgrade soil with typical k-values in the 100-150 pci range. Recent sections have been modified to 18-20 inches of concrete over 9 inches of soil-cement (600 psi compressive strength at 7 days) over soil subgrade. The design, construction, and maintenance issues for concrete pavement that have been utilized at ATL are discussed in the following sections.
2.1 Slab Size
One of the most important changes at ATL over the years has been the improvements made in slab size for the concrete pavement. In the 1960’s and early 1970’s the runways and taxiways were designed with concrete slabs that were generally 25 feet wide by 75 feet long. Temperature steel was typically placed in slabs to help control shrinkage cracking. Preplaced dowel baskets were used to place dowels across transverse joints prior to placement of concrete with slip-form pavers. Transverse joints were sawed shortly after placement of concrete. However, transverse cracks often eventually occurred at third-points of slabs, thereby yielding “slabs” that were approximately 25 feet by 25 feet. Temperature steel held shrinkage cracks together and significantly reduced deterioration rates at transverse cracks.
RW-8R, the main departure runway on the north side of the airport, was reconstructed in 1969 in 40 days and nights while the airport operated with one main runway. The runway was constructed with 75-foot long slabs with resultant cracks at many third-points of the slabs. RW-9L, the main departure runway on the south side of the airport was replaced in 1974. The slabs were also 75 feet long. Transverse cracks also appeared at the third-points of some of the slabs. Temperature steel mesh held cracks together and significant deterioration at transverse cracks has not been observed. This tendency of the slabs to “square up” resulted in a decision to use slabs that were 25 feet wide by 50 feet long for runways. This configuration was utilized for a new runway, RW-8L, constructed in 1984. Some mid-slab cracking has occurred in slabs. Temperature steel mesh has held the cracks tightly together.
During the 1970’s, taxiway and apron pavements were constructed with slabs that were 25 feet wide by 25 feet long (25×25). These slabs typically exhibited very little, if any, mid-slab cracking. The good performance of the slabs led to a decision by ATL in the 1990’s to use the 25×25 configuration for runways. Three runways (RW-9R, RW-10-28, and RW-8R) have been constructed with this configuration since the late 1990’s and all are performing well at ages of 5 to 13 years.
The 25×25 configuration is counter to the current Federal Aviation Administration (FAA) guidelines that recommend maximum joint spacing of 17.5 feet to 20 feet for concrete pavements in the thickness range for air carrier airports (FAA, 2009). However, the 16- to 20- inch thick concrete pavements with the 25×25 configuration have performed very well at ATL for more than 30 years. Similar performance has been observed at other major airports.
2.2 Longitudinal Joint Design
Through the years, changes in longitudinal joint design yielded significant improvements at ATL. In the 1960’s and early 1970’s, the taxiways at ATL were generally 100 feet wide, thereby making the taxiways 4 slabs wide (slabs 25 feet wide by 50 feet or 75 feet long). In the 1970’s, a design change was necessitated by FAA criteria. The FAA would not participate in funding taxiways that were more than 75 feet wide. Thus, taxiway widths were reduced to 75 feet. This resulted in taxiway designs that were 3 slabs wide (slabs 25 feet wide). Longitudinal joints for the 4 slab and 3 slab configurations for the taxiways were keyways with deformed steel tie bars. Longitudinal joints for runways were also keyways with deformed steel tie bars.
The change in width from 100 feet to 75 feet for taxiways moved main gear loading from central portions of the slabs to near longitudinal joints as shown in Figure 1. Increased stress due to frequent heavy loads, particularly B-727 and wide body aircraft, at or close to longitudinal keyway joints led to numerous premature failures of longitudinal joints on taxiways in the early 1980’s. The taxiway pavements were only a few years old. Investigations of the failures indicated, that in some cases, malformed keyways also contributed to some failures along with high stresses at the joints. Failure was typically cracking of the top of the female side of the joint with ultimate loss of the cracked concrete portion. Figure 2 shows an example of a typical failure of the keyway on a taxiway for the 75-foot wide configuration. A section cut through the pavement transverse to the longitudinal joint is also shown in Figure 2. It shows the failure of the top of the female side of the keyway and a slight malformation of the keyway relative to the design.
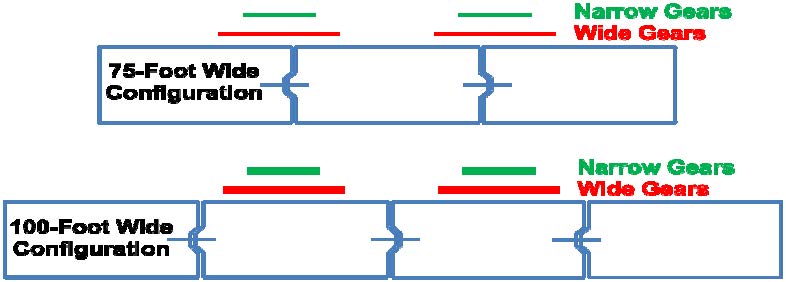
Figure 1: Difference in gear placement for 75-foot versus 100-foot wide taxiways.
Procedures for repair of keyway failures and other type of spalls along the longitudinal joints were developed by engineers for ATL. Repair consisted of sawing off the male portion of the keyway. The cracked side of the female portion of the keyway was removed by sawing down to the bottom of the female portion of the keyway outside the cracked area and “squaring” the removed area as shown in Figure 3. Spacer material was placed along the area where the male portion of the keyway was removed in order to maintain the longitudinal joint after the repair was completed. Angled deformed steel reinforcing bars were installed with epoxy in holes drilled into the concrete on the female side of the joint as shown in Figure 3. The surface of the in-place concrete in the removal area on the female portion of the joint was coated with a bonding agent such as epoxy. Concrete with steel fibers was then placed in the removal area to re-establish the concrete. The steel reinforcing bars held the repair in place if the bonding agent did not hold, and the steel fibers held the repair together if it cracked.
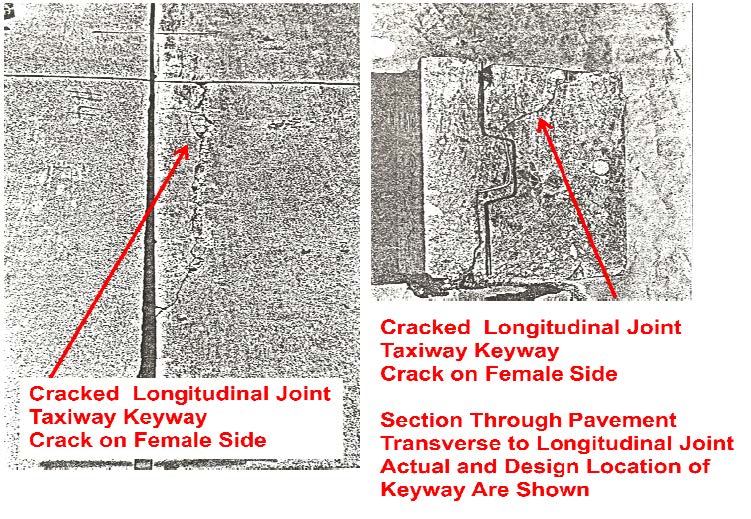
Figure 2: Failure of longitudinal joint with keyway on 75-foot wide taxiway.
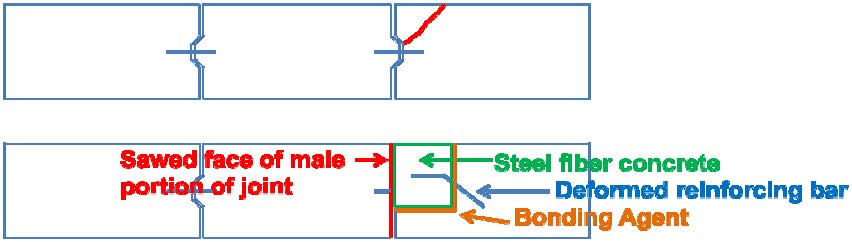
Figure 3: Failure of longitudinal keyway joint on female side of joint (top) and special long-term “block” type repair (bottom).
The repair procedure shown in Figure 3 has served very well at ATL for almost 30 years. Figure 4 shows a repair in 1990 that was made during the 1980’s and the condition of the same repair in 2004, 14 years later. This clearly has been a very durable repair procedure.
As a result of these premature keyway failures, the design of longitudinal joints was changed from tied keyways to butt type joints in the mid 1980’s. The longitudinal joints were also heavily doweled similar to transverse joints. This was applied to runway and taxiway pavements. There was concern at the time that the dowelling on all four sides might result in “lock up” of the slabs that would result in mid-slab shrinkage cracking. This has not been observed in the almost 30 years that the all around dowel procedure has been used. Similar good performance has been observed by the authors at other major airports.
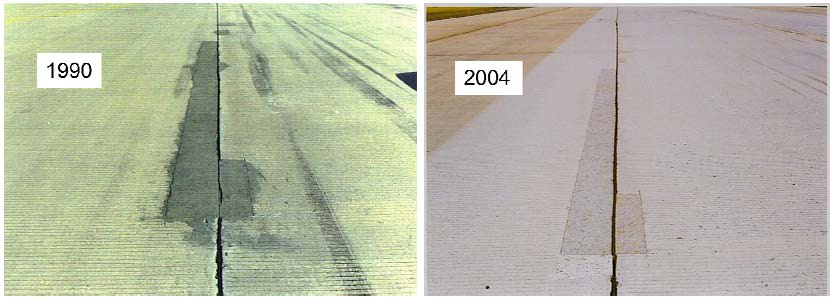
Figure 4: Special steel fiber concrete block type repair of longitudinal keyway joint as seen in 1990 and again in 2004 (Rubber removal operations have impacted coloration).
2.3 Joint and Slab Layout
In addition to the change to slabs doweled on all four sides and the use of butt type longitudinal joints, ATL designers also changed the geometry of the joint and slab layout on 75-foot wide taxiways in the late 1980’s to four slabs wide instead of three. The width of the center two slabs was 25 feet and the outer slab on either side was 12.5 feet wide. This is shown in Figure 5. It should be noted that the 4-slab configuration results in the main gears of large commercial aircraft generally in the central portion of the slabs away from the longitudinal joints while the 3-slab configuration results in the main gears in close proximity to the longitudinal joint. The 4-slab configuration has served very well since the late 1980’s at ATL. This configuration has also been adopted at other air carrier airports with heavy traffic.
Figure 5: General range of centerline of main gear on commercial aircraft for both narrow and wide gears for the 3-slab and 4-slab configurations for 75-foot wide taxiways.
In 1987 there were some corner breaks in one short section of a major departure taxiway that was constructed in the late 1970’s with the 3-slab configuration. It was determined that the slabs had curled and the transverse joints exhibited faulting despite being heavily doweled. The concrete pavement was approximately 7 years old and the traffic was primarily loaded outbound aircraft with main gear loads tracking the keyway longitudinal joints due to the 3-slab configuration. During the investigation of the problem, one slab exhibited deflection at the corner under the main gear of a DC-8 aircraft but the slab had not yet cracked. The deflection was visually observable from a distance of approximately 25 feet.
The outer 2 lanes of slabs of the distressed portion of the taxiway were sawed longitudinally at the transverse mid-point. The interior 50 feet of taxiway concrete was removed and replaced with 2 lanes of slabs that were each 25 feet wide similar to the 4-slab configuration shown in Figure 5. This geometry placed the main gears of the large aircraft in the longitudinal central portions of the slabs. The outer 12.5 feet wide lanes of original slabs were left in-place. The longitudinal butt joint configuration with heavy dowels was used for the replacement. The taxiway continues to perform well at an age of 25 years with a Pavement Condition Index (PCI) in the fair to good range.
This repair scenario along with the results of other various investigations, observations, and evaluations of joint performance for taxiways led to a major change in the design philosophy for taxiways for ATL. Concrete taxiways that are 75 feet wide have been designed with the 4-slab configuration shown in Figure 5. This does increase the initial cost as an additional lane of pavement has to be placed and there is an additional longitudinal joint, but the improved performance and life of the pavements far outweighs the additional costs.
2.4 Moderate Flexural Strength Requirement for the Concrete
Another key design parameter for the concrete pavement at ATL has been the specification of a moderate flexural strength for the concrete pavement. There is sometimes a tendency among designers to specify a high level of flexural strength in order to reduce the thickness of the pavement. However, this can have a detrimental effect in that more cement is required to reach the higher strength requirements and this can result in higher shrinkage of the in-place concrete slabs and increase the potential for cracking. The thinner slabs can also be more prone to curling and cracking as there is less weight to hold them in contact with the base support when they try to curl due to shrinkage or temperature differentials.
ATL has typically specified a flexural strength in third-point loading of 650 pounds per square inch (psi) at 28 days. There have traditionally been very few instances of problems achieving this strength requirement and the performance of the pavements over the last 40 years indicates that concrete pavements with this level of specified flexural strength have performed very well.
2.5 Use of Underdrains
Underdrains in the subgrade have been used at ATL for more than 40 years. The drains typically consist of trenches 18-inches wide by 48-inches deep from the top of pavement. A perforated plastic pipe (6-inch diameter) is placed in the bottom of the trench. The trench is backfilled with an open-graded pea-gravel sized crushed stone, such as Number 89 as specified by ASTM International (ASTM) C-33 or the American Association of State Highway and Transportation Officials (AASHTO). The trench typically extends through the top of the subgrade and soil-cement as shown in Figure 6. The plan layout pattern is herringbone in nature as shown in Figure 7 with trenches alternating either side of the centerline and extending from the centerline to the shoulder. At the shoulder the drains are connected to longitudinal collectors tied to the underground drainage system.
The underdrains are used in fill as well as cut areas. Experience at ATL has shown that underdrains are required in fill sections as well as cut sections. There have been several instances where structural failures of concrete pavement have occurred in small areas due to wet subgrade conditions at the top and edge of deep fills. Many times a plugged underdrain has been found at these locations. Thus a significant amount of water moves through the pavement system even when the joints are sealed and there is reasonable surface drainage.
Figure 6: Schematic of underdrain for ATL – vertical section.
Figure 7: Plan view of underdrain layout for ATL.
2.6 Alkali-Silica Reactivity Issues
Alkali-silica reactivity (ASR) was first observed at ATL in 1984 in the concrete pavement for RW-8R (1969) and RW-9L (1974) during an evaluation of potential replacement of RW-8R. Petrographic examinations of cores of the concrete were performed and some ASR was noted. The ASR was typically minor with little or no disruption of the paste to aggregate bond. ASR was monitored on a qualitative basis for several years in each round of a Pavement Management System (PMS) that started with the 1984 evaluation of RW-8R. ASR was also first observed in 1990 in RW-9R, a primary landing runway south of RW-9L. The 1997 PMS program recommended replacement of this runway in 1999 at an age of 27 years. The runway was reconstructed in 5 weeks in 1999.
During the 1970’s through the mid 1990’s low alkali cement was not required for concrete pavement at ATL. However, a review of mill test reports for cement used in the reconstruction of RW-9L (1974) indicated that the cement would meet the requirements for low alkali cement even though it was not specified. The ASR in RW-9L has remained in the low to moderate severity category in the opinion of the authors.
RW-8L was constructed in 1984. The concrete used slag cement and ASR issues appear to be low. The use of slag cement appears to have been beneficial from the standpoint of ASR. The runway is 28 years old and scheduled for keel section replacement in the near future, but the replacement is for reasons other than ASR.
Once the observation of ASR at ATL became prevalent in the 1990’s, the specifications were revised to require the use of low alkali cement. Currently, aggregates are tested and lithium is required if the aggregates indicate susceptibility to ASR. Some surficial treatments with lithium on existing concrete have been performed. These are still being observed to determine the extent of the benefit.
2.7 Proper Materials Testing During Construction
Proper materials testing during construction has been crucial for the long life pavement performance at ATL. The materials testing specifications for concrete for the reconstruction of RW-9L in 1974 required that the concrete flexural test specimens be cured at controlled temperatures of 600 to 800 F during the first 24 hours after preparation. However, provisions for this were not made, and the beams were cured during the first 24 hours “out on the pavement” in the heat of summer. The temperature environment during the day was often in excess of 900 F. The temperature of the concrete at the time of sampling was often times greater than 900 F.
Approximately 50 percent of the flexural test beams failed to achieve the nominal design flexural strength of 650 psi at 28 days. Almost all of the beams which had concrete temperatures at the time of sampling of 900 F or greater failed to achieve the nominal design flexural strength. RW-9L is still serving as a primary departure runway including the long haul heavily loaded international flights to the Pacific Rim. Structural capacity based on falling weight deflectometer (FWD) and heavy weight deflectometer (HWD) testing in the PMS program is still very good. The specifications for all subsequent projects at ATL have required stringent adherence to proper testing procedures.
Clearly material testing does not determine the performance of concrete pavement as placed. However, proper testing is crucial for proper evaluation of concrete design, construction and maintenance requirements. If test results indicate that flexural strength is low, the contractor will increase the cement to increase the strength and reduce payment penalties. The addition of cement, particularly when not necessary, may lead to increased shrinkage and cracking. Specifications may require the replacement of cracked slabs. Proper testing allows for better quality control and better quality control allows the contractor to utilize a lesser amount of material such as cement. This will reduce the propensity for shrinkage and associated cracking along with costs.
The material test results during construction have served to confirm that the pavement is constructed as designed, and it provided a valuable baseline for comparison of later in-place tests as the pavements age. These have been very beneficial for the evaluation of proper requirements and specifications during the construction phases on the projects as well as during the evaluation of long-term performance and operational life of the pavements at ATL. They have also reduced the cost of construction as contractors have confidence in the test results and can operate with greater efficiency and economy.
3 PAVEMENT MANAGEMENT SYSTEM
One of the most useful tools for long life concrete pavements at ATL has been the Pavement Management System (PMS) program that was initiated with the 1984 evaluation of RW-8R. The PMS has evolved into one of the most comprehensive airfield PMS programs in the world. It has been instrumental in documenting the long-term performance of the concrete pavements at ATL and information from it has been used to extend the life of the concrete pavements, specifically the two main departure runways, RW-8R and RW-9L, to almost double their original design lives.
In 1984 ATL management personnel were ready to replace RW-8R. It exhibited significant cracks in the surface of the concrete pavement and longitudinal keyway joints were cracked. The runway had served 20 years of traffic in its 15 years of existence. A new additional runway, RW-8L, had just been completed and ATL management felt that maybe RW-8R should be replaced before users became accustomed to having 4 runways. ATL personnel agreed to perform an evaluation to assess the need for repair versus replacement. The evaluation consisted FWD testing, cores and borings of the pavement system layers, laboratory testing of these layers, including petrographic testing to better define the conditions of the in-place concrete pavement, and analysis of the remaining service life.
It was determined from the evaluation that the cracks in the surface of the concrete only went 3 to 5 inches below the surface and stopped. Petrographic analysis of cores of the concrete indicated that they were most likely early age shrinkage cracks. The FWD data indicated good structural capacity for the pavement system. Thus it was recommended that ATL replace 10-15 slabs (only portions of 2 slabs out of 800 had to actually be replaced), seal cracks greater than ¼ inch wide with a flexible sealant, repair the longitudinal joint cracks, and re-seal all joints. It was also recommended that the evaluation be repeated in 3 years to confirm that performance was as expected and to begin the establishment of performance history curves.
The 1984 evaluation was repeated was repeated in 1987, 1990, 1994, 1997, 2001, 2004, 2007 and 2010. RW-8R remained in service until 2006 when it was replaced at an age of 37 years. It is estimated that it served more than 5 million departures. Over the years, new technologies have been added to the program to improve the analyses and better define the actions required to maintain the concrete pavements in an acceptable condition. Table 1 presents a list of the various technologies that have been used and when they were introduced. The techniques have included profile determination with a laser profilometer and roughness simulation, high speed digital video imaging to record the condition of the entire pavement surface of the runways, as well as a detailed photographic library of conditions at key locations over many years. Figure 4 is an example from this photographic library. The ability to look at conditions over many years has allowed better evaluation of distress and its progression or lack of progression with time. This has saved ATL from making decisions to replace pavement that can continue to serve well for many years. The techniques for the PMS are discussed in detail in another paper (Greer, Drinkard, and Kuchikulla, 2009).
4 SUMMARY
Over the last 40 years, numerous improvements have been made to the design, construction and maintenance procedures for the concrete pavements at ATL. These procedures have greatly extended the life of the pavements as exhibited by the almost 40 years of service from the two main departure runways and the excellent performance of pavements that have been constructed since they were built. The innovations at ATL have also been used by other airports with similar good performance.
The innovations and the PMS program at ATL have allowed ATL to save more than $100 million (US) in capital replacement costs by extending the life of the 2 departure runways to nearly double their original 20 year design lives. There have also been extensive savings in reduced delays to the airlines, fewer resources used for construction and less pollution from construction equipment as a result of construction that could be delayed or skipped.
Table 1 – Summary of techniques utilized for ATL PMS program and year introduced.
| Technique | 1984 | 1987 | 1990 | 1994 | 1997 | 2001 | 2004 | 2007 | 2010 |
| Visual Surveys1 | X | X | X | X | X | X | X | X | X |
| Automated Video2 | X | X | X | ||||||
| Crack Surveys3 | X | X | X | X | X | ||||
| FWD4 | X | X | X | X | X | ||||
| HWD5 | X | X | X | X | |||||
| RDD6 | X | ||||||||
| Ride Quality7 | X | X | X | X | X | X | |||
| Cores/Borings8 | X | X | X | X | X | X | X | X | |
| Laboratory Tests9 | X | X | X | X | X | X | X | X | |
| Concrete Studies10 | X | X | X | X | X | X | X | X | |
| SEM/EDX11 | X | X | X | ||||||
| Photo History12 | X | X | X | X | X | X | X | X | X |
| MicroPaver | X | X | X | X | |||||
| GIS | X | X | X | X |
1 – Pavement Condition Index (PCI) procedures were formally instituted in 1990.
2 – Automated Digital Video Mapping with High-Speed Imagery.
3 – Crack surveys with location and conditions tied to database and GIS.
4 – Falling weight deflectometer, approximately 25,000 pound capacity.
5 – Heavy weight deflectometer, approximately 60,000 pound capacity.
6 – Rolling dynamic deflectometer.
7 – Profile measured and analyzed to locate excessive rough areas.
8 – Cores of pavement along with soil borings and undisturbed samples of subgrade.
9 – Strength tests of cores and soil subgrade.
10 – Petrographic examinations of concrete cores.
11 – Scanning electron microscopy and energy dispersive x-ray analyses.
12 – Cameras with GIS capability were introduced in 2010.Deterioration from ASR
REFERENCES
FAA, 2009. Airport Pavement Design and Evaluation. Advisory Circular 150/5320-6E, U. S. Department of Transportation, Federal Aviation Administration, Washington, D.C.
Greer, W. C., Drinkard, J. L., and Kuchikulla, S. R., 2012. Pavement Management: Key to Sustainable Concrete Pavement at the World’s Busiest Airport. 10th International Conference on Concrete Pavements, Quebec City, Quebec, Canada.
The authors thank Myrna White of ATL for her thorough review and very helpful comments.